RELATED APPLICATIONS
This application claims priority to U.S. provisional patent application No. 62/861,469 filed Jun. 14, 2019, entitled “Improved Cut/Clinch Mechanism for a Radial Electronics Component Insertion Machine,” the disclosure of which are hereby incorporated by reference.
FIELD OF THE DISCLOSURE
The invention relates to a clinch mechanism for assembling a printed circuit board with electronic components. More particularly, the invention relates to a clinch mechanism for cutting electronic component leads after having been inserted into a printed circuit board.
BACKGROUND
When assembling electronic components on a printed circuit board (PCB), a radial lead insertion machine inserts component leads of the electronic components through the holes of the PCB and in the same motion through the opening between a cutter and an anvil part of a clinch mechanism under the PCB. The cutter is the active part, moving to create the cutting action and the anvil is the stationary part, which the lead will be pressed against by the moving cutter during the cutting. The cutter continues the pushing action after the lower part of the lead is removed by the anvil, bending the lead up against the bottom of the PCB. The clinch mechanism thus cuts the leads, protruding from the bottom of the PCB, to the desired length and subsequently bends, or clinches and bends the leads close to the bottom of the PCB to hold the component in place for the following process steps until the PCB is wave soldered or the component is soldered in place by hand or by an automatic selective soldering machine. A desirable outcome of the clinch process is a short lead, which is bent tight close to the PCB bottom surface.
Prior art clinch mechanisms, for example, are driven by a vertical linear movement generated by an air cylinder or by a cam/servo mechanism. This vertical movement directly, or via a toggle arm, moves the cutters towards and over the anvils, while cutting the leads and bending the leads to create a clinch of the component. Prior art clinch mechanisms connect the vertical movement to the toggles and to the cutters with pins, or cylindrically shaped parts, which slide on flat steel surfaces. This leads to unnecessary wear of these parts. In one configuration a prior art clinch mechanism moves the cutters parallel to the bottom of the PCB. This leads to high forces on the leads during the cutting and clinching process. Often the cutter and anvil parts are elaborately machined and ground out of hardened steel, which makes these wearable parts expensive to replace.
One disadvantage of using round pins that slide on flat surfaces is that such a configuration leads to excessive wear, requiring frequent replacement of these parts. Cutter parts that are machined and ground on all sides out of hardened tool steel are expensive to manufacture.
Another disadvantage of some of prior art clinch mechanisms is the horizontal movement of the cutter over the anvil. During the cutting stage the lead is held tight between the cutter and the anvil. Continued horizontal movement of the cutter puts a high pull force on the lead and thus on the connection between the lead and the electronic component above the PCB. For some combinations of lead materials, thickness and connection type to the electronic component this force is unacceptably high, and the electronic component can be damaged by the cut and clinch process.
Thus, an improved clinch mechanism for assembling a printed circuit board with electronic components would be well received in the art.
SUMMARY
In one embodiment, a clinch mechanism for assembling a printed circuit board with electronic components comprises: a drive shaft configured to move along a vertical axis; a stationary anvil configured to remain stationary during movement of the drive shaft; a cutter having a cutting tip, wherein movement of the drive shaft along the linear axis is configured to move the cutter relative to the stationary anvil, wherein the movement of the cutter by the drive shaft is configured to move the cutting tip across the stationary anvil to cut an electronic lead located between the cutting tip and the stationary anvil; and a toggle configured to rotate about a toggle rotation axis, wherein movement of the drive shaft along the vertical axis is configured to rotate the toggle about the axis, the toggle including a contact portion configured to roll across an engagement portion of the cutter in order to impart movement on the cutter relative to the stationary anvil, wherein the contact portion of the toggle includes an involute gear shaped tooth and wherein the contact portion of the cutter includes an involute trapezoidal slot.
Additionally or alternatively, the involute gear shaped tooth is configured to roll across the involute trapezoidal slot of the cutter to impart movement on the cutter relative to the stationary anvil without a sliding pin extending through the toggle and the cutter.
Additionally or alternatively, the cutter and the stationary anvil are each machined from a flat plate.
Additionally or alternatively, the clinch mechanism further comprises a plurality of cutters and a plurality of corresponding stationary anvils, wherein movement of the drive shaft along the linear axis is configured to move each of the plurality of cutters relative to the corresponding stationary anvils simultaneously.
Additionally or alternatively, the plurality of cutters and the plurality of corresponding stationary anvils comprise a first stack and a second stack and wherein each of the first stack and the second stack include at least one of the plurality of cutters and at least one of the plurality of corresponding stationary anvils.
Additionally or alternatively, the cutter is configured to move linearly along an axis that is not perpendicular to the vertical axis.
Additionally or alternatively, the clinch mechanism further comprises a link rotatably attached to and extending between each of the drive shaft and the toggle, wherein the drive shaft includes a first pin about which the link is configured to rotate when the drive shaft moves along the vertical axis, and wherein a second pin extends through each of the toggle and the link about which the toggle and link are configured to rotate.
Additionally or alternatively, the toggle is configured to rotate about a fixed pin that is aligned with the toggle rotation axis, wherein the toggle is further configured to rotate about the second pin, wherein the second pin is configured to rotate about the fixed pin when the drive shaft moves along the vertical axis.
Additionally or alternatively, the first pin is not configured to slide relative to the link.
In another embodiment, an assembly machine comprises: a board handling system configured to move a printed circuit board within the assembly machine; one or more assembly heads configured to pick and place components onto the printed circuit board; and a clinch mechanism that includes: a drive shaft configured to move along a vertical axis; a stationary anvil configured to remain stationary during movement of the drive shaft; a cutter having a cutting tip, wherein movement of the drive shaft along the linear axis is configured to move the cutter relative to the stationary anvil, wherein the movement of the cutter by the drive shaft is configured to move the cutting tip across the stationary anvil to cut an electronic lead located between the cutting tip and the stationary anvil; and a toggle configured to rotate about a toggle rotation axis, wherein movement of the drive shaft along the vertical axis is configured to rotate the toggle about the axis, the toggle including a contact portion configured to roll across an engagement portion of the cutter in order to impart movement on the cutter relative to the stationary anvil, wherein the contact portion of the toggle includes an involute gear shaped tooth and wherein the contact portion of the cutter includes an involute trapezoidal slot.
In another embodiment, a method of assembling a printed circuit board with electronic components comprises: receiving, by a clinch mechanism, at least one component lead between a cutter and a stationary anvil of the clinch mechanism; moving, by a drive shaft of the clinch mechanism, along a vertical axis; rotating a toggle, by the moving of the drive shaft, about a toggle rotation axis; rolling, by a contact portion of the toggle, across a contact portion of the cutter as a result of the rotating of the toggle, wherein the contact portion of the toggle includes an involute gear shaped tooth and wherein the contact portion of the cutter includes an involute trapezoidal slot; imparting movement, by the contact portion of the toggle, on the cutter relative to the stationary anvil; and cutting the at least one component lead by moving a cutting tip of the cutter across the stationary anvil.
Additionally or alternatively, the method further includes inserting, by a radial lead insertion machine, the at least one component lead of an electronic component through at least one hole in a printed circuit board located above the clinch mechanism.
Additionally or alternatively, the method further includes bending, by the cutter, the cut at least one component lead against the printed circuit board.
Additionally or alternatively, the method further includes rolling, by the involute gear shaped tooth of the toggle, across the involute trapezoidal slot of the cutter; and imparting movement, by the involute gear shaped tooth of the toggle, on the cutter relative to the stationary anvil without a sliding pin extending through the toggle and the cutter.
Additionally or alternatively, the cutter and the stationary anvil are each machined from a flat plate.
Additionally or alternatively, the clinch mechanism includes a plurality of cutters and a plurality of corresponding stationary anvils, wherein the moving of the drive shaft along a vertical axis moves each of the plurality of cutters relative to the corresponding stationary anvils simultaneously.
Additionally or alternatively, the method further includes moving the cutter linearly along an axis that is not perpendicular to the vertical axis.
Additionally or alternatively, the method further includes rotating a link that is attached to and extending between each of the drive shaft and the toggle, by the vertical movement of the drive shaft, wherein the drive shaft includes a first pin about which the link is configured to rotate when the drive shaft moves along the vertical axis, and wherein a second pin extends through each of the toggle and the link about which the toggle and link are configured to rotate; rotating the toggle about a fixed pin that is aligned with the toggle rotation axis, by the vertical movement of the drive shaft; and rotating the toggle about the second pin, by the vertical movement of the drive shaft, such that the second pin is rotates about the fixed pin.
Additionally or alternatively, the first pin is not configured to slide relative to the link.
Additionally or alternatively, the method further includes bending, with the cutter, the at least one component lead against a bottom of the printed circuit board.
BRIEF DESCRIPTION OF THE DRAWINGS
The above and further advantages of this invention may be better understood by referring to the following description in conjunction with the accompanying drawings, in which like reference numerals indicate like elements and features in the various figures. For clarity, not every element may be labeled in every figure. The drawings are not necessarily to scale, emphasis instead being placed upon illustrating the principles of the invention.
FIG. 1 depicts a perspective view of an example of a prior art clinch mechanism.
FIG. 2 depicts a perspective view of a first side of a clinch mechanism for assembling a printed circuit board with electronic components having four sets of one cutter and one anvil, in accordance with one embodiment.
FIG. 3 depicts a side view of a second side of the clinch mechanism of FIG. 2 with the cutters in an open position according to one embodiment.
FIG. 4 depicts a side view of the second side of the clinch mechanism of FIGS. 2-3 with the cutters in a closed position according to one embodiment.
FIG. 5 depicts a perspective view of the second side of the clinch mechanism of FIGS. 2-4 , in accordance with one embodiment.
FIG. 6A depicts an enlarged view of the area encompassed by circle A of FIG. 5 , showing a partial view of an anvil cutting edge and cutter edge of the clinch mechanism of FIGS. 2-4 , in accordance with one embodiment.
FIG. 6B depicts an enlarged view of the area encompassed by circle B of FIG. 5 , showing a partial perspective view of the gear profile of the toggle of the clinch mechanism of FIGS. 2-5A, in accordance with one embodiment.
FIG. 7 depicts a perspective view of a first side of the clinch mechanism of FIGS. 2-6B with an additional set of one cutter and one anvil and with electronic leads inserted between each sets of one cutter and one anvil, in accordance with one embodiment.
FIG. 8 depicts a side view of the first side of the clinch mechanism of FIGS. 2-7 after having cut the electronic leads and bent the electronic leads toward a PCB, in accordance with one embodiment.
FIG. 9 depicts a PCB assembly machine including the clinch mechanism of FIGS. 2-7 in accordance with embodiments described herein.
DETAILED DESCRIPTION
Reference in the specification to “one embodiment” or “an embodiment” means that a particular feature, structure or characteristic described in connection with the embodiment is included in at least one embodiment of the teaching. References to a particular embodiment within the specification do not necessarily all refer to the same embodiment.
The present teaching will now be described in more detail with reference to exemplary embodiments thereof as shown in the accompanying drawings. While the present teaching is described in conjunction with various embodiments and examples, it is not intended that the present teaching be limited to such embodiments. On the contrary, the present teaching encompasses various alternatives, modifications and equivalents, as will be appreciated by those of skill in the art. Those of ordinary skill having access to the teaching herein will recognize additional implementations, modifications and embodiments, as well as other fields of use, which are within the scope of the present disclosure as described herein.
FIG. 1 depicts a perspective view of an example of a prior
art clinch mechanism 10. As shown, the
clinch mechanism 10 includes at least one
anvil 12 and at least one
pivoting cutter 14. In particular, the prior
art clinch mechanism 10 is shown with four anvil/cutter pairs. The
cutters 14 are driven by a
drive shaft 16 that is configured to move vertically in a linear fashion by way of an air cylinder (not shown). As shown, vertical movement of the
drive shaft 16 creates movement of the
cutter 14 relative to the
anvil 12 that remains stationary. When a lead of an electronic component that has been inserted into a PCB is positioned between the
cutter 14 and the
anvil 12, movement of the
cutter 14 causes the lead to be pressed against the
anvil 12 by the moving
cutter 14 to cut the lead. After cutting, the
cutter 14 continues pushing the now-cut lead after the lower part of the lead has been cut. This bends the lead up against the bottom of the PCB, which would be located directly above the
clinch mechanism 10 in use. This clinches the lead close to the bottom of the PCB under side to hold the component in place for the following process steps until the PCB is wave soldered or the component is otherwise soldered into place by hand or by an automated soldering machine.
The prior
art clinch mechanism 10 is driven by the vertical movement of the
drive shaft 16. This vertical movement moves the
cutter 14 toward the
anvil 12. The prior
art clinch mechanism 10 connect the vertical movement to a
pin 18. The
pin 18 slides on a
flat steel slot 20. This sliding movement over time leads to unnecessary wear. Further, in the embodiment shown, prior
art clinch mechanism 10 moves the
cutter 14 parallel to the bottom of the PCB (not shown). This parallel movement of the
cutter 14 leads to high forces on the leads during the cutting and clinching process. As shown the
cutter 14 and
anvil 12 parts are elaborately machined and ground out of hardened steel, which makes these wearable parts expensive to replace.
In the subject of this disclosure regarding the embodiments shown in
FIGS. 2-9 , the sliding of pins on flat surfaces (as shown with the
pin 18 of the prior art) is eliminated in the cutter drive mechanism. This is accomplished by adding a link and a toggle between the actuator and the moving cutter. Further, wherein the prior art cut/clinch mechanisms of
FIG. 1 includes a pin that slides in a slot driving the cutter, the new design provides a toggle having an involute gear shaped tooth. This tooth shaped toggle engages the corresponding involute trapezoidal slot or contact surface in the cutter. With this shape the tooth shaped toggle rolls on the surface of the cutter, instead of sliding. Embodiments described herein are configured to virtually eliminate the replacement of part inside the cut/clinch mechanism other than for wear of the actual lead cutting surfaces.
Furthermore the design of the new cut/clinch mechanism provides for cutter and anvil designs that are made out of flat plate material and are only two-dimensional, simplifying the manufacturing process compared to state of the art parts that are machined and ground on all sides. The plate shaped design furthermore allows for a simple extension of the configuration from 5 mm tooling (with a stack of 3 sets of cutters and anvils to insert electronic components with 2 or 3 leads at 2.5 mm or 1/10″ pitch) to 7.5 mm tooling (for components with up to 4 leads) and 10 mm tooling (for components with up to 5 leads) by respectively adding 1 set of plates and 2 sets of plates. The flat plate design of the tooling enables not just easy configurations for the different type of electronic components, but also reduces the manufacturing cost of the parts.
By means of replacement of cylindrical pins that slide on a flat surface with a line contact by cylindrical pins that slide in cylindrical link holes, the theoretical contact area has infinitely increased. Wear and the development of play are significantly reduced with the embodiments of the present disclosure. The improvement described herein are configured to reduce the need for costly replacement parts, especially in the common case where the equipment runs for 24 hours per day, 7 days per week. Furthermore, the wear of the prior art parts creates play and the subsequent hitting impacts when the parts engage, making the assemblies noisy, requiring frequent adjustment and causing lower quality cut/clinch performance.
Moreover, the prior art cutter moves horizontally relative to the drive shaft. Unlike the prior art, the cutters of the present invention described hereinbelow move at a non-perpendicular angle relative to the drive shaft, and a non-parallel angle relative to the PCB. This causes the pulling force on the leads to be significantly reduced and improves the capability of handling sensitive components, or components with hard to cut leads.
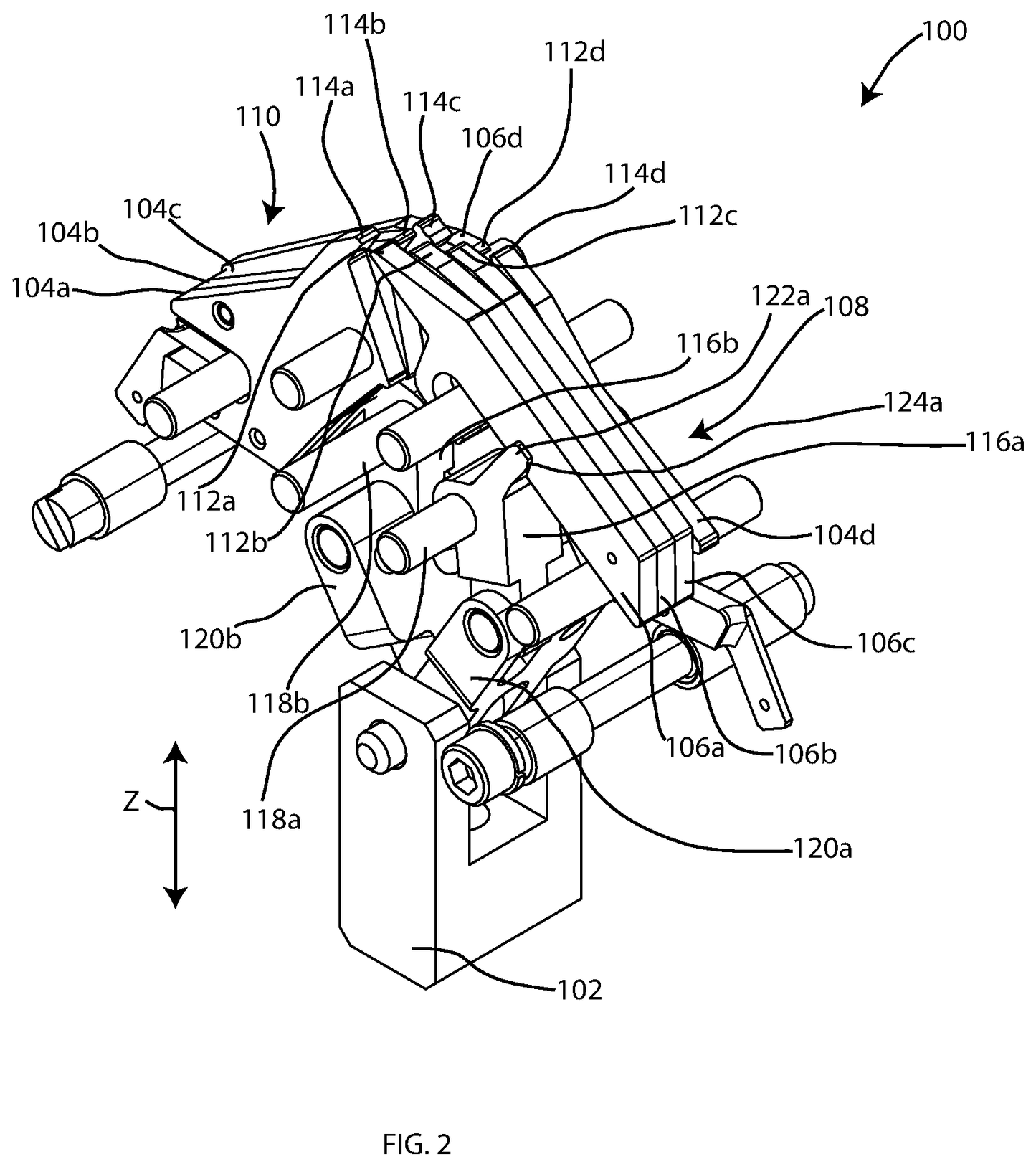
FIG. 2 depicts a perspective view of a first side of a
clinch mechanism 100 for assembling a printed circuit board with electronic components having four sets of one cutter and one anvil, in accordance with one embodiment. The
clinch mechanism 100 includes a
drive shaft 102 configured to move along a vertical axis Z. Four
stationary anvils 104 a,
104 b,
104 c,
104 d are shown that are configured to remain stationary during movement of the
drive shaft 102. Likewise, four
cutters 106 a,
106 b,
106 c,
106 d are shown, each configured to move with movement of the
drive shaft 102. Each of the
respective anvils 104 a,
104 b,
104 c,
104 d pairs with one of the
cutters 106 a,
106 b,
106 c,
106 d so that vertical movement by the
drive shaft 102 causes movement of the
cutter 106 a across the
respective anvil 104 a, movement of the
cutter 106 b across the
respective anvil 104 b, movement of the
cutter 106 c across the
respective anvil 104 c, and movement of the
cutter 106 d across the
respective anvil 104 d. Specifically, the cutters each include a
respective cutting tip 112 a,
112 b,
112 c,
112 d. With vertical movement by the
drive shaft 102, the cutting
tips 112 a,
112 b,
112 c,
112 d are configured move across
respective tips 114 a,
114 b,
114 c,
114 d of the respective
stationary anvils 104 a,
104 b,
104 c,
104 d.
The
clinch mechanism 100 includes two
stacks 108,
110 of cutters and/or anvils. A
first stack 108 includes the
cutters 106 a,
106 b,
106 c and the
anvil 104 d. A
second stack 110 includes the
anvils 104 a,
104 b,
104 c and the
cutter 106 d. Thus, in the embodiment shown the
first stack 108 includes three cutters and a single anvil, while the
second stack 110 includes the inverse—three anvils and a single cutter. Other embodiments, are contemplated, such as a stack including all cutters and a second stack including all anvils, each stack including half cutters and half anvils, or the like. Whatever the embodiment, movement of the
drive shaft 102 is configured to simultaneously move all of the
cutters 106 a,
106 b,
106 c,
106 d relative to the
drive shaft 102 while the
anvils 104 a,
104 b,
104 c,
104 d remain stationary relative to the
drive shaft 102.
Each of the first and
second stacks 108,
110 may be made up of
cutters 106 a,
106 b,
106 c,
106 d and
anvils 104 a,
104 b,
104 c,
104 d that are machined out of solid material flat plates. Thus, two dimensional machining, and not three dimensional machining, may be required in order to machine and fashion the flat plates of the
stacks 108,
110. The
stacks 108,
110 are shown with the respective plates stacked up against each other. However, an extremely small space may be located between each of the respective plates of the
cutters 106 a,
106 b,
106 c,
106 d and
anvils 104 a,
104 b,
104 c,
104 d in order to prevent rubbing, friction, sliding and/or wear of the plate parts.
The
clinch mechanism 100 further includes a
first toggle 116 a and a
second toggle 116 b. The
toggles 116 a,
116 b are each configured to rotate about a rotational axis defined by, or aligned with, respective fixed
pins 118 a,
118 b which are configured to remain stationary relative to the movement of the
drive shaft 102. Further, the
clinch mechanism 100 includes a
first link 120 a, and a
second link 120 b. Each of the
links 120 a,
120 b are rotatably attached to and extending between the
drive shaft 102 and
respective toggles 116 a,
116 b.
FIG. 3 depicts a side view of a second side of the
clinch mechanism 100 of
FIG. 2 with the
cutters 106 a,
106 b,
106 c,
106 d in an open position according to one embodiment.
FIG. 4 depicts a side view of the second side of the
clinch mechanism 100 of
FIGS. 2-3 with the
cutters 106 a,
106 b,
106 c,
106 d in a closed position according to one embodiment. In the views in
FIGS. 3 and 4 , the
clinch mechanism 100 has been rotated relative to the view shown in
FIG. 2 so that the back side is visible.
The movement of the
drive shaft 102 upward along the vertical axis Z (i.e. the movement between
FIG. 3 and
FIG. 4 ) is configured to move top of the
links 120 a,
120 b and the bottom of the
toggles 116 a,
116 b outward. This vertical driveshaft movement is configured to rotate the
toggle 116 a about the fixed
pin 118 a in a clockwise direction with respect to the perspective shown in
FIGS. 3 and 4 . Likewise, this vertical driveshaft movement is configured to rotate the
toggle 116 b about the fixed
pin 118 b in a counter-clockwise direction with respect to the perspective shown in
FIGS. 3 and 4 .
Each of the
toggles 116 a,
116 b includes a
contact portion 122 a (shown in
FIG. 2 ),
122 b located at the top tip of the
toggles 116 a,
116 b. The
contact portions 122 a,
122 b are each configured to roll across an
engagement portion 124 a (shown in
FIG. 2 ),
124 b of each of the
cutters 106 a,
106 b,
106 c,
106 d without causing sliding friction between the
toggles 116 a,
116 b and the
cutters 106 a,
106 b,
106 c,
106 d. This rolling pressure is configured to impart movement on the
cutters 106 a,
106 b,
106 c,
106 d relative to the respective
stationary anvils 104 a,
104 b,
104 c,
104 d.
The
drive shaft 102 includes a
first pin 130 about which the
links 120 a,
120 b are configured to rotate when the
drive shaft 102 moves along the vertical axis Z. This movement of the
120 a,
120 b about the
first pin 130 of the drive shaft is accomplished without a mechanically sliding pin. Thus, the
first pin 130 is not configured to slide relative to the
links 120 a,
120 b. Further, as shown a
second pin 132 a,
132 b extends through each of the
respective toggles 116 a,
116 b and the
links 120 a,
120 b about which the
respective toggles 116 a,
116 b, and
links 120 a,
120 b are configured to rotate. The
toggles 116 a,
116 b are each further configured to rotate about their respective
second pins 132 a,
132 b. The second pins
132 a,
132 b are each respectively configured to rotate about their respective fixed
pins 118 a,
118 b when the
drive shaft 102 moves along the vertical axis Z.
As shown, the
cutters 106 a,
106 b,
106 c,
106 d are each configured to move linearly along an axis A. The axis A is a non-vertical and non-horizontal path which is not parallel to either the vertical axis Z of the drive shaft or the horizontal PCB which would be located above the
clinch mechanism 100 in use. Instead, the
cutters 106 a,
106 b,
106 c,
106 d are configured to move, via movement of the
drive shaft 102 along the vertical direction V, along this angled path defined by the axis A. The path defined by the axis A may be guided by
additional pins 134 a,
136 a for cutters of the
second stack 110, and may be guided by
additional pins 134 b,
136 b for cutters of the
first stack 108. The top guide pins
134 a,
134 b are aligned with a channel cut into the bottom of each of the
cutters 106 a,
106 b,
106 c,
106 d so that the cutter can move relative to the guide pins
134 a,
134 b. A guide plate (not shown) may be fashioned above the
cutters 106 a,
106 b,
106 c,
106 d to provide additional guidance for retaining the movement of the
cutters 106 a,
106 b,
106 c,
106 d along the axis A. These
pins 134 a,
134 b,
136 a,
136 b are shown as stationary pins which do not move with movement of the
drive shaft 10. The
pins 134 a,
134 b,
136 a,
136 b may further be configured to retain the
stationary anvils 104 a,
104 b,
104 c,
104 d in a stationary position relative to the
drive shaft 102. Further,
additional pins 138 a,
138 b may be configured to provide stationary support for the base of the
anvils 104 a,
104 b,
104 c,
104 d.
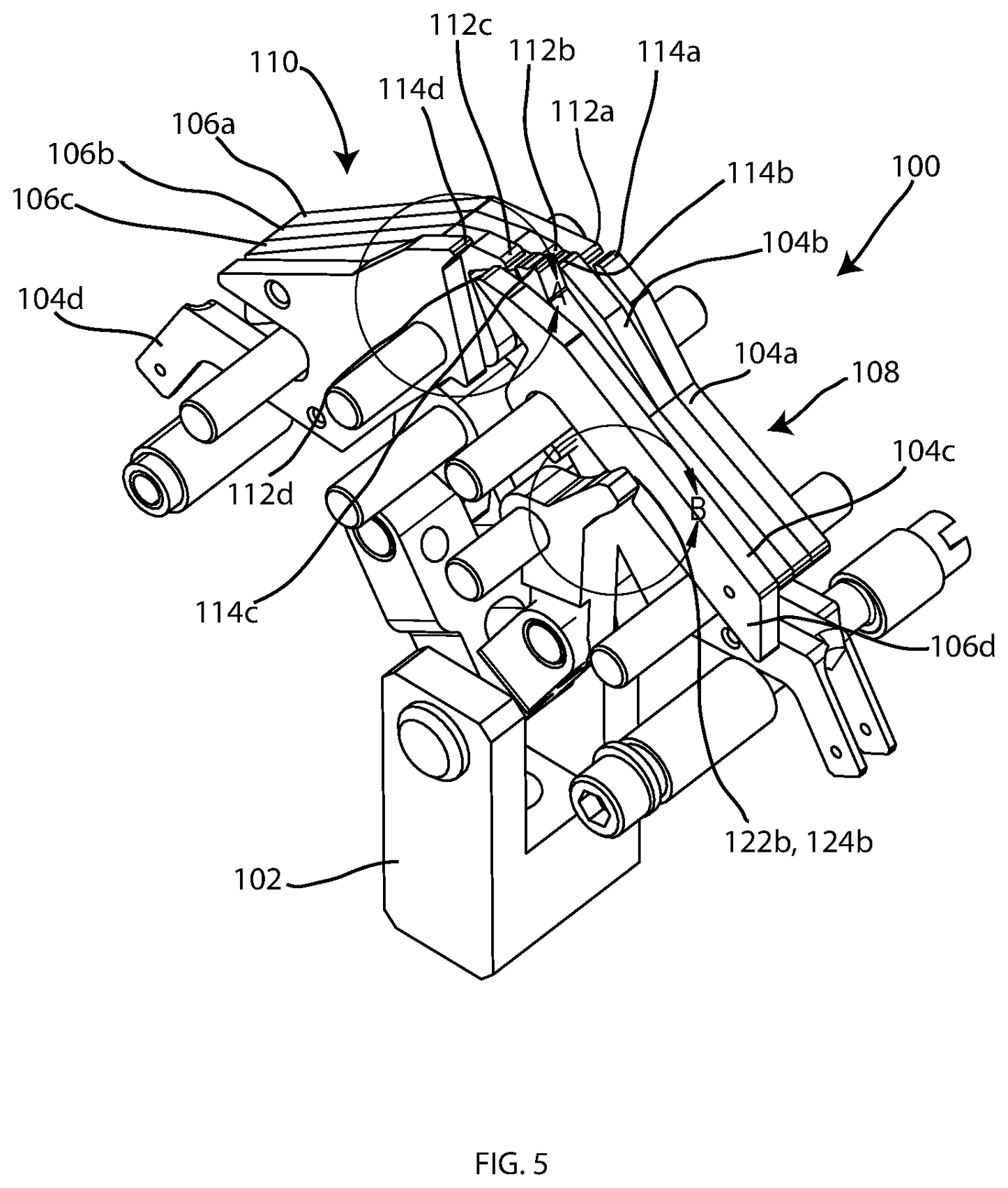
FIG. 5 depicts a perspective view of the second side of the
clinch mechanism 100 of
FIGS. 2-4 , in accordance with one embodiment. The
clinch mechanism 100 is shown in an open state prior to the
drive shaft 102 being moved vertically upward.
FIG. 6A depicts an enlarged view of the area encompassed by circle A of
FIG. 5 , showing a partial view of
stationary anvils 104 c,
104 d and the
cutters 106 a,
106 b,
106 c,
106 d of the
clinch mechanism 100 of
FIGS. 2-4 , in accordance with one embodiment. Specifically, the enlarged view shows the
tips 114 c,
114 d of the
anvils 104 c,
104 d, and the
tips 112 c,
112 d of the
cutters 106 c,
106 d. A space remains between the
respective tips 112 c,
114 c, and
112 d,
114 d to allow for the electrical leads to be placed therebetween. Further, the cutting
tips 112 c,
112 d are shown at a vertical level below the
respective anvil tips 114 c,
114 d to allow for the cutters to move at an upward angle along the axis A during cutting.
FIG. 6B depicts an enlarged view of the area encompassed by circle B of
FIG. 5 , showing a partial perspective view of the profile of the
toggle 116 b of the
clinch mechanism 100 of
FIGS. 2-6A, in accordance with one embodiment. Specifically, the
contact portion 122 b of the
toggle 116 b includes an involute gear shaped tooth. Similarly, the
contact portion 124 b of the
cutter 106 d includes an involute trapezoidal slot configured to receive the involute gear shaped tooth of the contact portion
122 of the
toggle 116 b. When the
toggle 116 b is rotated by the vertical movement of the
drive shaft 102, the involute gear shaped tooth of the
toggle 116 b is configured to roll across the involute trapezoidal slot of the
cutter 106 d to impart movement on the cutter along the axis A relative to the respective
stationary anvil 104 d. This movement is thus created without a sliding pin extending through the
cutter 106 d and/or the
toggle 116 b. While not shown in this view, the
toggle 116 a includes a similarly shaped
contact portion 122 a. Further, the
contact portions 122 a,
122 b extend across the entire thickness of the
respective stacks 108,
110 in order to simultaneously move each of the
respective cutters 106 a,
106 b,
106 c,
106 d in the
stack 108,
110. Likewise while only one
cutter 106 d and
contact portion 124 b thereof is shown, each other
respective cutter 106 a,
106 b,
106 c includes a respective contact portion for receiving the involute gear shaped tooth of the
respective toggles 116 a,
116 b.
FIG. 7 depicts a perspective view of the first side of the
clinch mechanism 100 of
FIGS. 2-6B with an additional set of one cutter and one anvil, and with
electronic leads 199 a,
199 b,
199 c,
199 d,
199 e inserted between each sets of one cutter and one anvil, in accordance with one embodiment. Here, the
clinch mechanism 100 is shown having an extra set of one
cutter 106 e and one
anvil 104 e installed. The
clinch mechanism 100 shown in
FIG. 7 may still be the same mechanism shown in
FIGS. 2-6 , but modified with the extra set in each of the
stacks 108,
110. Thus, the
clinch mechanism 100 includes five cutter and anvil sets installed. The
clinch mechanism 100 is shown in an open state prior to cutting, with each anvil/cutter set having one of the
electronic leads 199 a,
199 b,
199 c,
199 d,
199 e inserted therebetween. While not shown, it should be understood that these
leads 199 a,
199 b,
199 c,
199 d,
199 e are portions of an electronic component that is inserted through a PCB located above the clinch mechanism and oriented perpendicular with the vertical axis Z. As shown, the dimensions of the components of the
clinch mechanism 100 provides for staggered receiving locations for the
leads 199 a,
199 b,
199 c,
199 d,
199 e. Specifically, the receiving locations are staggered both in the X (left/right) axis and in the Y (front/back) axis.
FIG. 8 depicts a side view of the first side of the
clinch mechanism 100 of
FIGS. 2-7 after having cut the electronic leads and bent the electronic leads toward a
PCB 198, in accordance with one embodiment. As shown, the
electronic lead 199 a is shown having been cut and bent by the
cutter 106 a after being inserted between the
cutter 106 a and the
anvil 104 a as shown in
FIG. 7 . The
electronic lead 199 a has further been bent by the
cutter 106 a toward a bottom of the PCB. After this bending of the
electronic lead 199 a, the
cutter 106 a has been shown to begin to retract back to the open position to await another electronic lead insertion and a subsequent cutting and bending process.
FIG. 9 depicts a
PCB assembly machine 200 including the
clinch mechanism 100 of
FIGS. 2-7 in accordance with embodiments described herein. The
PCB assembly machine 200 is shown including a
frame 210 that encloses a
board handling system 212 that is accessible through a
first opening 214 and a
second opening 216. The PCB assembly machine may receive a PCB through one of the
openings 214,
216 and transfer the PCB to the station above the
clinch mechanism 100 for placement of electronic components. The PCB assembly machine may include one or more assembly heads configured to pick and place the components from the head(s) into the PCB. A feeder system (not shown) may be attached to the machine in order to provide the electronic components to the head(s). Further the PCB assembly machine may include a control system that includes a
programmable user interface 218 configured to control the board handling, the head(s) and the
clinch mechanism 100 according to an appropriate PCB assembly process.
Further described herein are methods of assembling a printed circuit board with electronic components. Methods contemplated herein include a step of receiving, by a clinch mechanism, such as the
clinch mechanism 100, at least one component lead, such as one of the component leads
199, between a cutter, such as one of the
cutters 106 a,
106 b,
106 c,
106 d,
106 e, and a stationary anvil, such as one of the
stationary anvils 104 a,
104 b,
104 c,
104 d,
104 e, of the clinch mechanism. Methods may include moving, by a drive shaft of the clinch mechanism, such as the
drive shaft 102, along a vertical axis, such as the vertical axis Z. Methods may include rotating a toggle, such as one of the
toggles 116 a,
116 b, by the moving of the drive shaft, about a toggle rotation axis, such as the axis aligned with one of the
stationary pins 118 a,
118 b. Methods may further include rolling, by a contact portion of the toggle, such as one of the
contact portions 122 a,
122 b, across an engagement portion of the cutter, such as one of the
engagement portions 124 a,
124 b, as a result of the rotating of the toggle. Methods may include imparting movement, by the contact portion of the toggle, on the cutter relative to the stationary anvil, and cutting the at least one component lead by moving a cutting tip, such as one of the cutting
tips 112 a,
112 b,
112 c,
112 d of the cutter across the stationary anvil.
Still further, methods may include inserting, by a radial lead insertion machine, such as the
PCB assembly machine 200, the at least one component lead of an electronic component through at least one hole in a printed circuit board located above the clinch mechanism. Methods may include bending, by the cutter, the cut at least one component lead against the bottom of the printed circuit board.
In accordance to the methods described herein, the contact portion of the toggle includes an involute gear shaped tooth and the contact portion of the cutter includes an involute trapezoidal slot. Methods may include rolling, by the involute gear shaped tooth of the toggle, across the involute trapezoidal slot of the cutter and imparting movement, by the involute gear shaped tooth of the toggle, on the cutter relative to the stationary anvil without a sliding pin extending through the toggle and the cutter.
In accordance to the methods described herein, the cutter and the stationary anvil may be each machined from a flat plate and the clinch mechanism includes a plurality of cutters and a plurality of corresponding stationary anvils such that the moving of the drive shaft along a vertical axis moves each of the plurality of cutters relative to the corresponding stationary anvils simultaneously.
Methods may further include moving the cutter linearly along an axis that is not perpendicular to the vertical axis, such as the axis A.
Still further, methods may include rotating a link, such as one of the
links 120 a,
120 b, that is attached to and extending between each of the drive shaft and the toggle, by the vertical movement of the drive shaft. In accordance with methods the drive shaft may include a first pin, such as the
joint pin 130, about which the link is configured to rotate when the drive shaft moves along the vertical axis, and a second pin, such as one of the
second pins 132 a,
132 b extends through each of the toggle and the link about which the toggle and link are configured to rotate. The first pin may not be configured to slide relative to the link. Methods may further include rotating the toggle about a fixed pin, such as the
stationary pins 118 a,
118 b, that is aligned with the toggle rotation axis, by the vertical movement of the drive shaft, and rotating the toggle about the second pin, by the vertical movement of the drive shaft, such that the second pin is rotates about the fixed pin. Methods may further include bending, with the cutter, the at least one component lead against a bottom of the printed circuit board.
While the invention has been shown and described with reference to specific embodiments, it should be understood by those skilled in the art that various changes in form and detail may be made therein without departing from the spirit and scope of the invention as recited in the accompanying claims.
We claim:
1. A clinch mechanism for assembling a printed circuit board with electronic components comprising:
a drive shaft configured to move along a vertical axis;
a stationary anvil configured to remain stationary during movement of the drive shaft;
a cutter having a cutting tip, wherein movement of the drive shaft along the vertical axis is configured to move the cutter relative to the stationary anvil, wherein the movement of the cutter by the drive shaft is configured to move the cutting tip across the stationary anvil to cut an electronic lead located between the cutting tip and the stationary anvil;
a toggle configured to rotate about a toggle rotation axis, wherein movement of the drive shaft along the vertical axis is configured to rotate the toggle about the toggle rotation axis, the toggle including a contact portion configured to roll across an engagement portion of the cutter in order to impart movement on the cutter relative to the stationary anvil, wherein the contact portion of the toggle includes an involute gear shaped tooth and wherein the engagement portion of the cutter includes an involute trapezoidal slot; and
a link rotatably attached to and extending between each of the drive shaft and the toggle.
2. The clinch mechanism of claim 1, wherein the involute gear shaped tooth is configured to roll across the involute trapezoidal slot of the cutter to impart movement on the cutter relative to the stationary anvil without a sliding pin extending through the toggle and the cutter.
3. The clinch mechanism of claim 1, wherein the cutter and the stationary anvil are each machined from a flat plate.
4. The clinch mechanism of claim 1, further comprising a plurality of cutters and a plurality of corresponding stationary anvils, wherein movement of the drive shaft along the vertical axis is configured to move each of the plurality of cutters relative to the corresponding stationary anvils simultaneously.
5. The clinch mechanism of claim 4, wherein the plurality of cutters and the plurality of corresponding stationary anvils comprise a first stack and a second stack and wherein each of the first stack and the second stack include at least one of the plurality of cutters and at least one of the plurality of corresponding stationary anvils.
6. The clinch mechanism of claim 1, wherein the cutter is configured to move linearly along an axis that is not perpendicular to the vertical axis.
7. The clinch mechanism of claim 1, wherein the drive shaft includes a first pin about which the link is configured to rotate when the drive shaft moves along the vertical axis, and wherein a second pin extends through each of the toggle and the link about which the toggle and link are configured to rotate.
8. The clinch mechanism of claim 7, wherein the toggle is configured to rotate about a fixed pin that is aligned with the toggle rotation axis, wherein the toggle is further configured to rotate about the second pin, wherein the second pin is configured to rotate about the fixed pin when the drive shaft moves along the vertical axis.
9. The clinch mechanism of claim 7, wherein the first pin is not configured to slide relative to the link.
10. An assembly machine comprising:
a board handling system configured to move a printed circuit board within the assembly machine;
one or more assembly heads configured to pick and place components onto the printed circuit board; and
a clinch mechanism that includes:
a drive shaft configured to move along a vertical axis;
a stationary anvil configured to remain stationary during movement of the drive shaft;
a cutter having a cutting tip, wherein movement of the drive shaft along the vertical axis is configured to move the cutter relative to the stationary anvil, wherein the movement of the cutter by the drive shaft is configured to move the cutting tip across the stationary anvil to cut an electronic lead located between the cutting tip and the stationary anvil;
a toggle configured to rotate about a toggle rotation axis, wherein movement of the drive shaft along the vertical axis is configured to rotate the toggle about the toggle rotation axis, the toggle including a contact portion configured to roll across an engagement portion of the cutter in order to impart movement on the cutter relative to the stationary anvil, wherein a contact portion of the toggle includes an involute gear shaped tooth and wherein the engagement portion of the cutter includes an involute trapezoidal slot; and
a link rotatably attached to and extending between each of the drive shaft and the toggle.
11. A method of assembling a printed circuit board with electronic components comprising:
receiving, by a clinch mechanism, at least one component lead between a cutter and a stationary anvil of the clinch mechanism;
moving, by a drive shaft of the clinch mechanism, along a vertical axis;
rotating a link that is attached to and extending between each of the drive shaft and the toggle, by the vertical movement of the drive shaft;
rotating a toggle, by the moving of the drive shaft, about a toggle rotation axis;
rolling, by a contact portion of the toggle, across a contact portion of the cutter as a result of the rotating of the toggle, wherein the contact portion of the toggle includes an involute gear shaped tooth and wherein the contact portion of the cutter includes an involute trapezoidal slot;
imparting movement, by the contact portion of the toggle, on the cutter relative to the stationary anvil; and
cutting the at least one component lead by moving a cutting tip of the cutter across the stationary anvil.
12. The method of
claim 11, further comprising:
inserting, by a radial lead insertion machine, the at least one component lead of an electronic component through at least one hole in a printed circuit board located above the clinch mechanism.
13. The method of
claim 12, further comprising:
bending, by the cutter, the cut at least one component lead against the printed circuit board.
14. The method of
claim 11, further comprising:
rolling, by the involute gear shaped tooth of the toggle, across the involute trapezoidal slot of the cutter; and
imparting movement, by the involute gear shaped tooth of the toggle, on the cutter relative to the stationary anvil without a sliding pin extending through the toggle and the cutter.
15. The method of claim 11, wherein the cutter and the stationary anvil are each machined from a flat plate.
16. The method of claim 11, wherein the clinch mechanism includes a plurality of cutters and a plurality of corresponding stationary anvils, wherein the moving of the drive shaft along a vertical axis moves each of the plurality of cutters relative to the corresponding stationary anvils simultaneously.
17. The method of claim 11, further comprising moving the cutter linearly along an axis that is not perpendicular to the vertical axis.
18. The method of
claim 11,
wherein the drive shaft includes a first pin about which the link is configured to rotate when the drive shaft moves along the vertical axis, and wherein a second pin extends through each of the toggle and the link about which the toggle and link are configured to rotate, the method further comprising;
rotating the toggle about a fixed pin that is aligned with the toggle rotation axis, by the vertical movement of the drive shaft; and
rotating the toggle about the second pin, by the vertical movement of the drive shaft, such that the second pin is rotates about the fixed pin.
19. The method of claim 18, wherein the first pin is not configured to slide relative to the link.
20. The method of
claim 12, further comprising:
bending, with the cutter, the at least one component lead against a bottom of the printed circuit board.